In both industrial production and civilian fields, heat exchangers are the core equipment for energy transfer, and their performance directly affects the operational efficiency and energy consumption level of the system. **Fin tube heat exchangers, with their efficient heat transfer performance and compact structural design, have become indispensable key components in industries such as air conditioning, refrigeration, chemical, and power. Behind this, a group of finned tube heat exchanger manufacturers that focus on technological research and process innovation are continuously pushing the industry towards more efficient and environmentally friendly development through breakthroughs.
1、 Fin tube heat exchanger: high energy in small structures
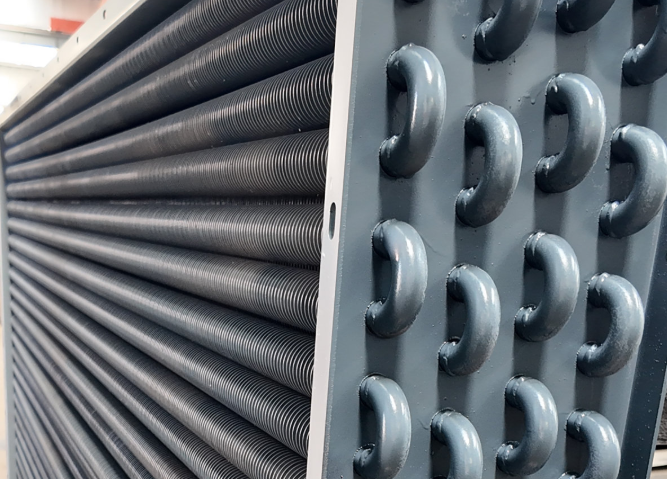
The core structure of a finned tube heat exchanger consists of a base tube and fins. The base pipe is usually made of materials with excellent thermal conductivity such as copper, aluminum, or stainless steel, while the fins are fixed on the surface of the base pipe through mechanical expansion, welding, or high-frequency welding processes. **The presence of fins significantly increases the heat transfer area, allowing for more thorough contact between the fluid and the tube wall during the flow process, thereby significantly improving heat transfer efficiency. **For example, in air conditioning systems, finned tube heat exchangers can quickly transfer indoor heat to the outside, achieving cooling or heating functions; In the field of chemical engineering, its corrosion resistance can meet the long-term stable operation requirements under complex working conditions.
According to different application scenarios, finned tube heat exchangers can be further subdivided into types such as air coolers, oil coolers, steam heaters, etc. Its design needs to comprehensively consider factors such as fluid properties, temperature range, pressure rating, and spatial limitations. For example, in high-temperature and high-pressure environments, manufacturers will use special alloy materials to enhance the pressure resistance of base pipes; In scenarios that require lightweighting, aluminum fins become. This customization capability is one of the core competencies of professional manufacturers.
2、 Technical barriers of manufacturers: comprehensive breakthroughs from materials to processes
The performance improvement of finned tube heat exchangers cannot be achieved without the continuous investment of manufacturers in material science and manufacturing processes. **Taking the shape of fins as an example, different designs such as straight fins, corrugated fins, serrated fins, and slotted fins directly affect the turbulence level and heat transfer coefficient of the fluid. **For example, slotted fins can achieve higher heat transfer efficiency at low wind speeds by breaking the fluid boundary layer, but at the same time, they also require higher welding processes - if the welding at the gap is not firm, it may lead to increased fluid leakage or corrosion risks.
The introduction of automated production lines in the manufacturing process has significantly improved product consistency. Taking the intelligent tube expansion equipment of a certain manufacturer as an example, it monitors the expansion pressure and depth in real time through high-precision sensors, ensuring that the bonding force between each fin and the base tube is uniform and consistent, and avoiding the decrease in heat transfer efficiency caused by local looseness. In addition, the application of laser welding technology forms a seamless transition at the connection between the fins and the base tube, reducing thermal resistance and improving the pressure resistance of the equipment.
3、 Environmental Protection and Energy Efficiency: Dual Responsibility of Manufacturers
With the increasing global attention to energy conservation and emission reduction, manufacturers of finned tube heat exchangers are facing stricter energy efficiency standards and environmental requirements. **On the one hand, by optimizing the spacing between fins and the arrangement of tube rows, the air side resistance can be reduced, which can reduce the energy consumption of the fan; On the other hand, adopting a new environmentally friendly refrigerant compatible design ensures that the equipment maintains efficient operation while replacing traditional fluorocarbons. **For example, the R290 refrigerant specific heat exchanger developed by a certain manufacturer has improved the surface treatment process of fins, which not only enhances heat transfer efficiency but also reduces refrigerant charge by 30%, significantly reducing carbon emissions.
In the field of recycling, some manufacturers have established a complete waste heat exchanger recycling system. By disassembling, cleaning, and remanufacturing the waste base tubes and fins into new components, it not only reduces resource waste but also lowers production costs. This circular economy model is becoming a new direction for sustainable development in the industry.

4、 Application scenario expansion: full coverage from industrial to civilian use
The application boundaries of finned tube heat exchangers are constantly expanding. In the field of new energy vehicles, as the core component of battery thermal management system, it needs to achieve efficient heat dissipation in a limited space while resisting vibration and impact. The manufacturer uses lightweight aluminum alloy materials and anti vibration structure design to reduce the weight of the heat exchanger by 40% compared to traditional products while meeting performance requirements. In the cooling system of data centers, finned tube heat exchangers combine with liquid cooling technology to quickly transfer the heat generated by servers to external circulating water, ensuring that the temperature in the data center remains stable within a safe range.
The civilian sector is also full of innovative space. For example, a household air source heat pump heat exchanger developed by a certain manufacturer reduces the impact of winter frost on heat transfer efficiency by optimizing the hydrophilic coating on the surface of the fins, enabling the equipment to operate stably even in low temperature environments of -20 ℃. This breakthrough enables more efficient satisfaction of clean heating needs in northern regions.
5、 Future Trends: Intelligent and Modular Design
With the development of Industry 4.0 and IoT technology, finned tube heat exchangers are moving towards intelligence. Some manufacturers have launched intelligent heat exchangers equipped with temperature sensors and flow control modules, which can monitor the operating status in real time and adjust parameters through cloud platforms to achieve energy efficiency maximization. For example, in the central air conditioning system of large commercial complexes, intelligent heat exchangers can dynamically adjust the cooling capacity according to the load demand of different areas, avoiding energy waste.
Modular design is another major trend. By integrating components such as heat exchangers, fans, valves, etc. into standardized modules, manufacturers can significantly shorten equipment installation cycles and reduce maintenance costs in the later stages. This "plug and play" model is increasingly being adopted by large industrial projects.
The technological progress of finned tube heat exchanger manufacturers not only promotes the improvement of industry energy efficiency, but also provides key support for the global energy transition. From material innovation to process upgrades, from environmentally friendly design to intelligent applications, every breakthrough embodies manufacturers' pursuit of efficiency and sustainability. In the future, with the continuous iteration of technology, finned tube heat exchangers will demonstrate their unique value of "small structure, high energy" in more fields.